What is Chemical Recycling and Why It Matters Today
Chemical recycling is an advanced process that converts plastic waste into its original chemical building blocks such as monomers, fuels, or raw materials through thermal, chemical, or biological reactions.
Unlike mechanical recycling, which degrades plastic quality over time, chemical recycling enables near virgin material recovery, making it possible to reuse plastics indefinitely without significant loss in performance.
This is especially critical for:
- Multi-layer plastics
- Contaminated waste streams
- Hard-to-recycle polymers
In simple terms, chemical recycling transforms plastic waste into valuable resources, closing the loop in the circular economy.
Why Businesses and Governments Are Investing in Chemical Recycling
Governments and corporations across the US, UK, and Canada are rapidly investing in chemical recycling due to increasing regulatory pressure and sustainability commitments.
Key drivers include:
- Plastic waste crisis → Over 300 million tons generated annually
- Regulatory pressure → Extended Producer Responsibility (EPR) laws
- Corporate ESG goals → Net-zero and circular economy targets
- Demand for recycled content → Especially in packaging and automotive sectors
Major brands are now prioritizing advanced recycling technologies to meet sustainability targets without compromising product quality.
How Chemical Recycling Works (Step by Step Explanation)
Key Processes and Technologies Involved
Chemical recycling typically follows these steps:
- Collection & Sorting
Plastic waste is collected and pre-sorted to remove contaminants. - Pre-treatment
Shredding, cleaning, and drying materials. - Conversion Process
Depending on the technology:- Thermal (pyrolysis, gasification)
- Chemical (solvolysis, depolymerization)
- Biological (enzymatic processes)
- Refining & Upgrading
Output is processed into usable feedstock or raw materials. - Re manufacturing
New plastics or products are produced.
Real World Example of Implementation
A large-scale PET recycling plant in the US can process over 100,000 tons per year, converting waste into high-quality raw materials used in food-grade packaging.
These systems are increasingly integrated into existing petrochemical infrastructures, reducing reliance on fossil fuels.
Types of Chemical Recycling Technologies and Solutions
Pyrolysis
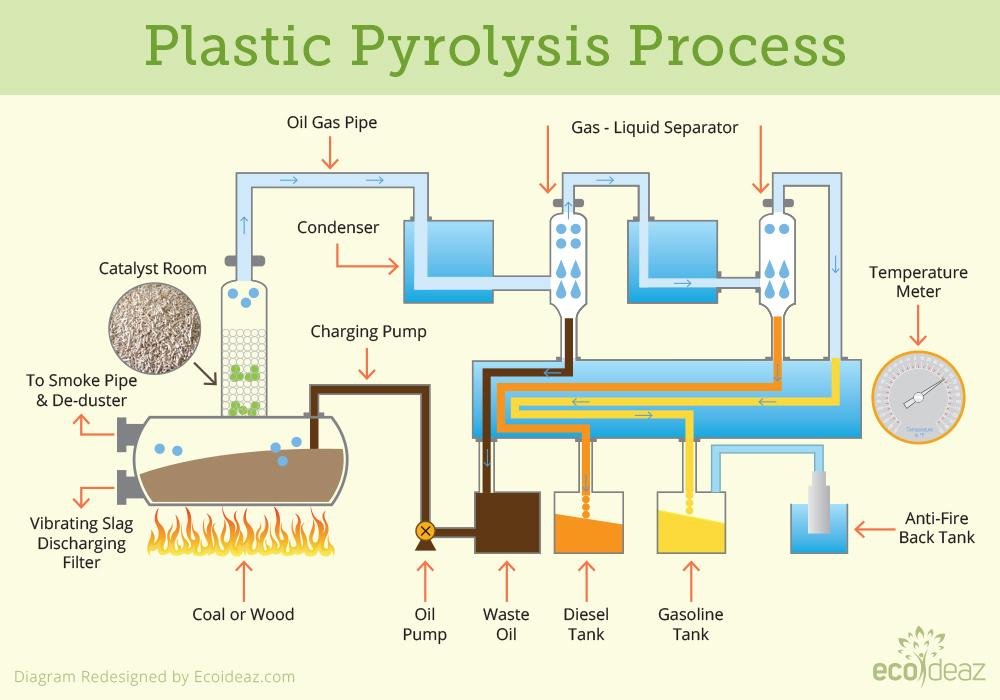
Pyrolysis involves heating plastic waste in the absence of oxygen to produce pyrolysis oil, which can be used as a feedstock for new plastics or fuels.
- Best for: mixed plastic waste
- Output: oil, gas, char
- Advantage: scalable and flexible
Gasification
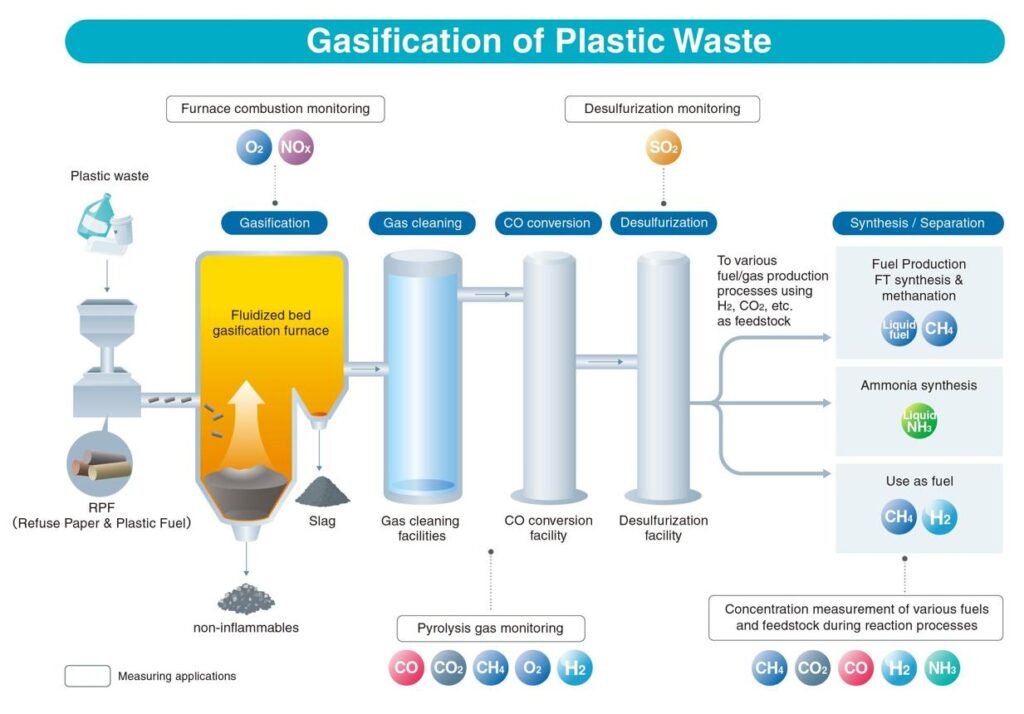
Gasification converts plastic waste into syngas (CO + H₂) at high temperatures.
- Best for: contaminated plastics
- Output: synthetic fuels or chemicals
- Advantage: high energy recovery
Depolymerization
This process breaks polymers into monomers, enabling true circularity.
- Best for: PET, nylon
- Output: virgin-quality raw materials
- Advantage: highest material recovery quality
Cost of Chemical Recycling
Average Cost for Small-Scale Projects
- $500,000 – $5 million
- Suitable for pilot plants or startups
- Lower throughput (1,000–10,000 tons/year)
Industrial or Large-Scale Costs
- $50 million – $800+ million
- Large facilities processing 100,000+ tons/year
- Integrated with petrochemical systems
Cost Factors
- Type of technology (pyrolysis vs enzymatic)
- Feedstock quality
- Energy consumption
- Regulatory compliance
- Infrastructure and logistics
ROI and Payback Period
- Typical ROI: 5–10 years
- Faster in regions with:
- subsidies
- high landfill taxes
- strong recycled material demand
Chemical Recycling Cost (2026)
Cost Benchmarks
| Category | Cost Range (USD/ton) |
|---|---|
| Virgin plastics | 1,200 – 1,600 |
| Mechanical recycling | 900 – 1,300 |
| Chemical recycling | 1,600 – 2,200 |
Best Chemical Recycling Solutions, Technologies or Companies
🔥 High-Performance Chemical Recycling Providers (2026)
| Company | Services / Features | Benefits | Estimated Pricing | Industries | Service Link |
|---|---|---|---|---|---|
| Eastman Chemical | Molecular recycling (PET/polyester) | Virgin-quality output, high efficiency | ~$800M per plant | Packaging, textiles | https://www.eastman.com/en/sustainability/circular-economy/molecular-recycling |
| BASF (ChemCycling) | Pyrolysis + mass balance | Fossil replacement, scalable | Not public | Automotive, construction | https://chemicals.basf.com/global/en/chemical-recycling |
| Agilyx | Pyrolysis tech + licensing | Mixed plastic recycling | Not public | Packaging, polystyrene | https://agilyx.com/ |
| PureCycle Technologies | Solvent purification (PP) | Ultra-pure recycled PP | Not public | Consumer goods | https://www.purecycle.com/ |
| Carbios | Enzymatic recycling | Sustainable, high-quality PET | Not public | Textiles, packaging | https://www.carbios.com/ |
1. eastman chemical ltd
Best For
Large-scale industrial recycling of PET and polyester.
Key Features
- Molecular recycling
- High-capacity plants (100k+ tons/year)
Advantages
- Virgin-like material quality
- Strong scalability
Disadvantages
- Extremely high capital cost
Estimated Cost: $800 million per facility
2. BASF ChemCycling
Best For: Integration into petrochemical systems.
Key Features
- Pyrolysis oil production
- Mass balance certification
Advantages
- Drop-in replacement for fossil feedstock
Disadvantages
- Limited transparency in pricing
Estimated Cost: Custom enterprise level pricing
3. Agilyx
Best For: Mixed plastic waste solutions.
Key Features
- Pyrolysis without catalyst
- Technology licensing
Advantages
- Flexible feedstock handling
Disadvantages
- Dependent on partnerships
Estimated Cost
Project-based pricing
4. PureCycle Technologies
Best For: Polypropylene (PP) recycling.
Key Features
- Solvent-based purification
- Ultra-pure output
Advantages
- Removes odor and contaminants
Disadvantages
- Limited to PP
Estimated Cost: Material-based pricing
5. Carbios
Best For: Sustainable enzymatic recycling.
Key Features
- Biological depolymerization
Advantages
Disadvantages
- Emerging technology
Applications of Chemical Recycling by Industry
Manufacturing Industry
Used to produce high-quality recycled plastics for automotive, electronics, and consumer goods.
Energy Sector
Conversion into fuels and synthetic gases.
Construction
Recycled polymers used in insulation and materials.
Environmental Projects
Waste reduction and landfill diversion programs.
Benefits of Chemical Recycling
Environmental Benefits
- Reduces landfill waste
- Lowers greenhouse gas emissions
- Enables circular economy
Economic Benefits
- Creates new revenue streams
- Reduces raw material dependency
Regulatory Advantages
- Helps meet ESG and compliance goals
Challenges and Limitations of Chemical Recycling
Technical Challenges
- High energy consumption
- Technology maturity varies
Financial Barriers
- High capital investment
Regulatory Issues
- Policy uncertainty in some regions
How to Choose the Right Chemical Recycling Solution
Based on Budget
- Low budget → small pyrolysis units
- High budget → depolymerization plants
On Scale
- Small → pilot projects
- Large → industrial facilities
On Environmental Goals
- High sustainability → enzymatic or depolymerization
Examples
Industrial PET Recycling
Large plants in North America converting waste into food-grade plastics.
Packaging Industry
Use of recycled feedstock for sustainable packaging solutions
Frequently Asked Questions (FAQ)
How much does chemical recycling cost?
From $500K to $800M depending on scale.
Is chemical recycling worth it?
Yes, especially for large-scale operations and ESG-driven companies.
What is the best solution available?
Depends on material:
- PET → depolymerization
- Mixed plastics → pyrolysis
What are the main benefits?
Circularity, reduced waste, and high quality output.
Is Chemical Recycling a Good Investment?
Best Option for Low Budget
Small scale pyrolysis systems.
Best Option for Large Projects
Depolymerization plants (e.g., PET recycling).
Most Efficient Solution Overall
Hybrid systems combining multiple technologies